QC20 körteszt szerszámgépek ellenőrzéséhez
Az iparágban általánosan kedvelt Renishaw körteszt a megbízható választás a szerszámgépek teljesítményének gyors, egyszerű és hatékony ellenőrzésére.
A szigorúbb tűréshatárok, a vevői határidők és a nemzetközi minőségi szabványok betartása nem kell, hogy bonyolult vagy ambiciózus célkitűzés legyen. Az olyan egyszerű intézkedések, mint a gépkalibrálás, nagymértékben leegyszerűsíthetik a folyamatokat, javítva a pontosságot és a hatékonyságot. A QC20 körtesztünk vezető szerepet tölt be a szerszámgép-diagnosztikában.
Mi az a körteszt?
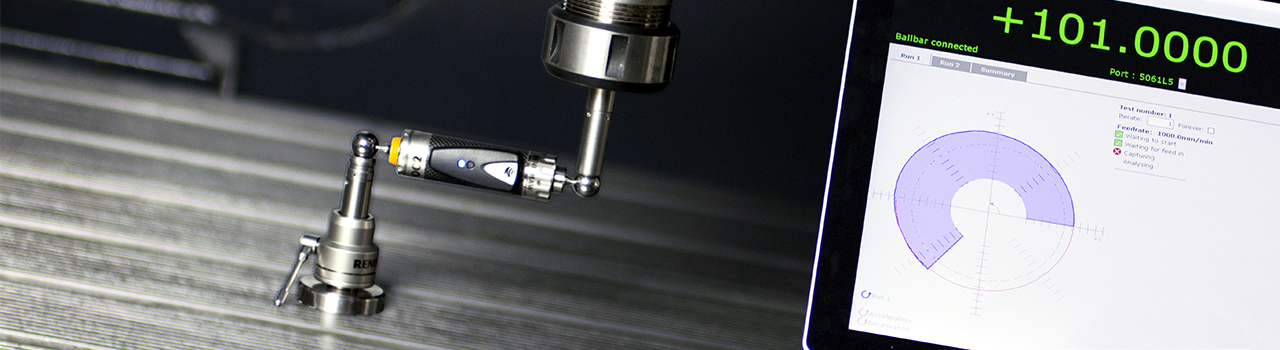
A körteszt egy teleszkópos lineáris érzékelő, mindkét végén egy-egy precíziós gömbbel. A QC20 körteszt precíziós mérőeszközként szolgál a szerszámgépek teljesítményének értékelésére azáltal, hogy érzékeli a sugár apró változásait, miközben egy előre programozott körpályát ír le egy rögzített felfogatás körül. Működés közben az érzékelő gömbjei precízen helyezkednek el a mágneses ülékekben, ami megkönnyíti a sugár mérését.
Nem biztos benne, hogy a QC20 körteszt az, amire szüksége van?
Az alkalmazásával kapcsolatos egyeztetéshez a kapcsolatfelvételi űrlapot kitöltve vegye fel a kapcsolatot a helyi irodával.
Miért használjon körtesztet?
Az alkatrészek méret- és felületi hibái különböző tényezőkből eredhetnek, beleértve a hibás szerszámokat, a kopott orsókat vagy a munkadarab befogásával kapcsolatos problémákat. A hibák azonban magának a szerszámgépnek a pozicionálási hibáira is visszavezethetők lehetnek. Ezeket a hibákat geometriai, dinamikai vagy holtjátékkal kapcsolatos hibáknak nevezik.
A hibák azonnal, gyakran perceken belül kijavíthatók, feltéve, hogy pontosan meg tudja határozni a hiba jellegét és helyét. Akár teljesen új, akár használt a gép, előfordulhatnak hibák.
A hibamentes gyártás kulcsa a gép valódi képességeinek ismeretében rejlik. Ez a tudás lehetővé teszi a gyártás hatékony tervezését és szükség esetén a szükséges kiigazításokat.
Korábban ennek az ismeretnek a megszerzése teszt- vagy „minta” alkatrészek megmunkálását jelentette, amelyet aprólékos ellenőrzés követett. Ez a módszer nem csak időigényes, de korlátozott megbízhatóságot is nyújt, ha a mintadarabtól eltérő geometriájú alkatrészekről van szó.
A QC20 körteszttel hatékonyan értékelheti a szerszámgépek teljesítményét. Gyorsan azonosíthatók azok a területek, ahol korrekciós intézkedésekre lehet szükség, így biztosítva Önnek a minőségi termelés fenntartásához szükséges információkat.
Főbb előnyök

Dolgozzon termelékenyebb módon
Minimalizálja a CNC gépek állásidejét azáltal, hogy jobban megismeri a képességeiket.

Csökkentse a költségeket
Állandó pontos alkatrészek gyártása első alkalommal, csökkentve a teljes selejt mennyiségét és az ellenőrzési költségeket.

Megfelelőség biztosítása
Ellenőrizze, hogy a CNC szerszámgép pozicionálási teljesítménye megfelel-e a globális szabványoknak (pl. ISO, ANSI/ASME).

Tervezze meg a karbantartást
Könnyedén készíthet hatékony és időszakos megelőző karbantartási ütemterveket.
Az, hogy a QC20 körteszt a szerszámgépek állapotfelmérésének szerves részévé vált, nem csak az alkatrészek következetes megfelelőségét biztosította, hanem lehetővé tette számunkra azt is, hogy a korábban nem produktívnak ítélt szerszámgépeket újra teljesen üzemképessé tegyük.
A körteszt diagnosztikai szoftverének használata az eredmények automatikus értelmezésére és a hibák diagnosztizálására azt is jelenti, hogy a gépkezelőknek nem kell alaptételekből kiszámolniuk, hogy mit is jelentenek az adatok valójában, hol van a probléma, és hogyan lehet orvosolni azt. Ez sok időt takarít meg az alkatrészgyártás során.
BAE Systems, UK
Fedezze fel esettanulmányainkat
A körteszt elvégzése
A körteszt egy egyszerű, háromlépcsős folyamatból áll:
- QC20 körteszt beállítása
- adatfelvétel a vizsgálat során (360° vagy 220°-os részleges körív)
- adatelemzés és diagnosztika.
A legújabb Bluetooth® Low Energy (BLE) technológiával ellátott QC20 körteszt gyorsan robusztus vezeték nélküli kapcsolatot létesít a számítógéppel, és kiváló energiahatékonyságot, valamint használat közben lényegesen hosszabb akkumulátor-üzemidőt biztosít.
Olvassa el a körtesztelés bemutatása részt, hogy megismerje a QC20 körteszttel elvégezhető vizsgálatok körét. A gépi alkalmazásokhoz való QC20 körteszt kiegészítők tovább fokozzák sokoldalúságát.

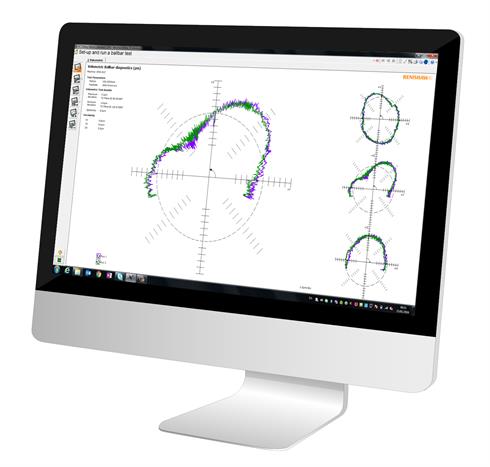
Ballbar 20 szoftver
Hatékony diagnosztikai szoftverünk leegyszerűsíti a szerszámgépek megelőző karbantartási mérése során a tesztelési és jegyzőkönyvezési folyamatokat az iparágban etalonként elismert QC20 körteszt segítségével.
- Átfogó mérés és jegyzőkönyvezés; a rögzített adatok nemzetközi szabványoknak, pl. ISO 230-4, ANSI B5.54 megfelelő vizsgálati jegyzőkönyvek formájában vagy a Renishaw átfogó vizsgálati formátumában való megjelenítésének rugalmassága.
- Választható felhasználói üzemmódok; a kezelő igényeihez, képzettségi szintjéhez és jogosultságához igazodik (Gyors ellenőrzés, Gépkezelői és Haladó).
- Munkadarabprogram-generátor; segít a körteszt elvégzésére szolgáló CNC programok automatikus és gyors generálásában.
- A gépteljesítmény jellemzőinek idősoros megjelenítése; a gépteljesítmény időbeli változásainak áttekintése a szabványos jelentésgrafikonok és a részletes elemzéshez szükséges ábrák segítségével.
- Diagramos körtesztszimulátor; hatékony eszköz, amely segíti a korrekciós intézkedésekre vagy karbantartási előrejelzésekre vonatkozó döntések meghozatalát a vizsgálati eredmények alapján.
A nemzetközi szabványoknak való megfelelés
A főbb nemzetközi szabványok által elismert körteszt a gyártási folyamaton belüli általános minőségbiztosítási eljárások alapvető összetevőjeként és a CNC szerszámgépek objektív értékelési eszközeként szolgálhat.
A QC20 körteszt használata az ISO 10791-6 szabványhoz elérhető, és rendkívül hatékony. A QC20 körteszt hatékonyan képes elvégezni az ISO 10791-6 szabványban meghatározott legtöbb vizsgálatot. Az ISO 10791-6 szabványnak megfelelően a maximális és a minimális eltérés jegyzőkönyvezése könnyedén elkészíthető a Ballbar Trace szoftverrel történő adatfelvétellel.

Fedezze fel gépkalibrálási és -optimalizálási termékválasztékunkat, amelyet a precíziós mozgásrendszerek teljesítményének javítására terveztünk. A Renishaw tapasztalt mérnökök által nyújtott kalibrációs termékismereti képzéssel biztosítja a termék optimális teljesítményét.
A rendelés módja
Használja webáruházunkat a körteszt tartozékok vagy alkatrészek vásárlásához, és élvezze a gyors kiszállítás előnyeit.
Gépellenőrző készülék
A gépellenőrző készülék (MCG) leegyszerűsíti a koordinátamérő gép pontosságának ellenőrzését. A Renishaw MCG segítségével gyorsan, 10–20 perces közbenső ellenőrzés révén elvégezhető a volumetrikus pontosság mérése az ISO 10360-2 szabvány előírásai szerint. Ez biztosítja a pontos méréseket, és jelzi, ha szervizelésre vagy újrakalibrálásra van szükség.
Ez a költséghatékony megoldás a koordinátamérő gép teljesítményének és megismételhetőségének értékelésére egy referencia „körtesztben” lévő tapintószárat használ, amely nagy és kis CMM-ekhez egyaránt alkalmas.

Gyakran ismételt kérdések
Milyen gyorsan lehet elvégezni a körtesztet?
Az ellenőrzés elvégzése a QC20 körteszttel nem időigényes. A beállítás gyors, és a vizsgálatok elvégzése általában csak 10–20 percet vesz igénybe, így elkerülhető a hosszabb gépleállás. Ezáltal hatékony eszköz a gép teljesítményének értékelésére.
Milyen gépeken lehet ellenőrzést végezni a QC20 körteszttel?
A QC20 körteszt hihetetlenül sokoldalú, és számos gépen, többek között CNC szerszámgépeken, marógépeken, esztergákon és más gépeken végezhet vizsgálatokat. Ha van egy konkrét gépe, amelyen körtesztet szeretne végezni, és nem biztos benne, hogy a QC20 körteszt a megfelelő megoldás, vegye fel a kapcsolatot értékesítési csapatunkkal.
Milyen sugarú beállítások lehetségesek a QC20 körteszttel?
A QC20 körtesztben a 100 mm hosszú körtesztegység mellett 50, 150, valamint 300 mm hosszú hosszabbítók találhatók.
A körtesztet a hosszabbítók különböző kombinációival felszerelve a méréseket 100, 150, 250, 300, 400, 450, 550 és 600 mm-es sugarakon lehet elvégezni. A külön megvásárolható hosszabbítókkal akár 1350 mm-es sugarú vizsgálatok is elvégezhetőek.
Milyen időközönként javasolt újrakalibrálni a QC20 körtesztet?
A QC20 körteszt ajánlott újrakalibrálási ideje „normál” környezetben történő használat esetén egy év. Ha többet szeretne megtudni, látogasson el a kalibrálási, javítás és újrakalibrálás weboldalunkra.








Vegye fel még ma a kapcsolatot értékesítési csapatunkkal
Vegye fel a kapcsolatot a helyi irodával a további információkért, és hogy beszélhessen egy szakértővel.