Mikor használjunk mérőfejet?
Az innovatív technológia, a bevált módszerek és a szakértői támogatás által a Renishaw közelebb hozhatja Önt a „gombnyomásra” működő, kezelői beavatkozás nélküli megmunkálási műveletekhez.
A Productive Process Pyramid™
A Renishaw termelési folyamatpiramisa™ a gyártás minden fázisában keretet biztosít a folyamatszabályozási tevékenységek meghatározásához. A szabályozás különféle szintjei révén az eltérések szisztematikusan kiiktathatók a megmunkálási folyamatból, mely segít az elfogadható, tűréshatáron belüli munkadarabok biztosításában.
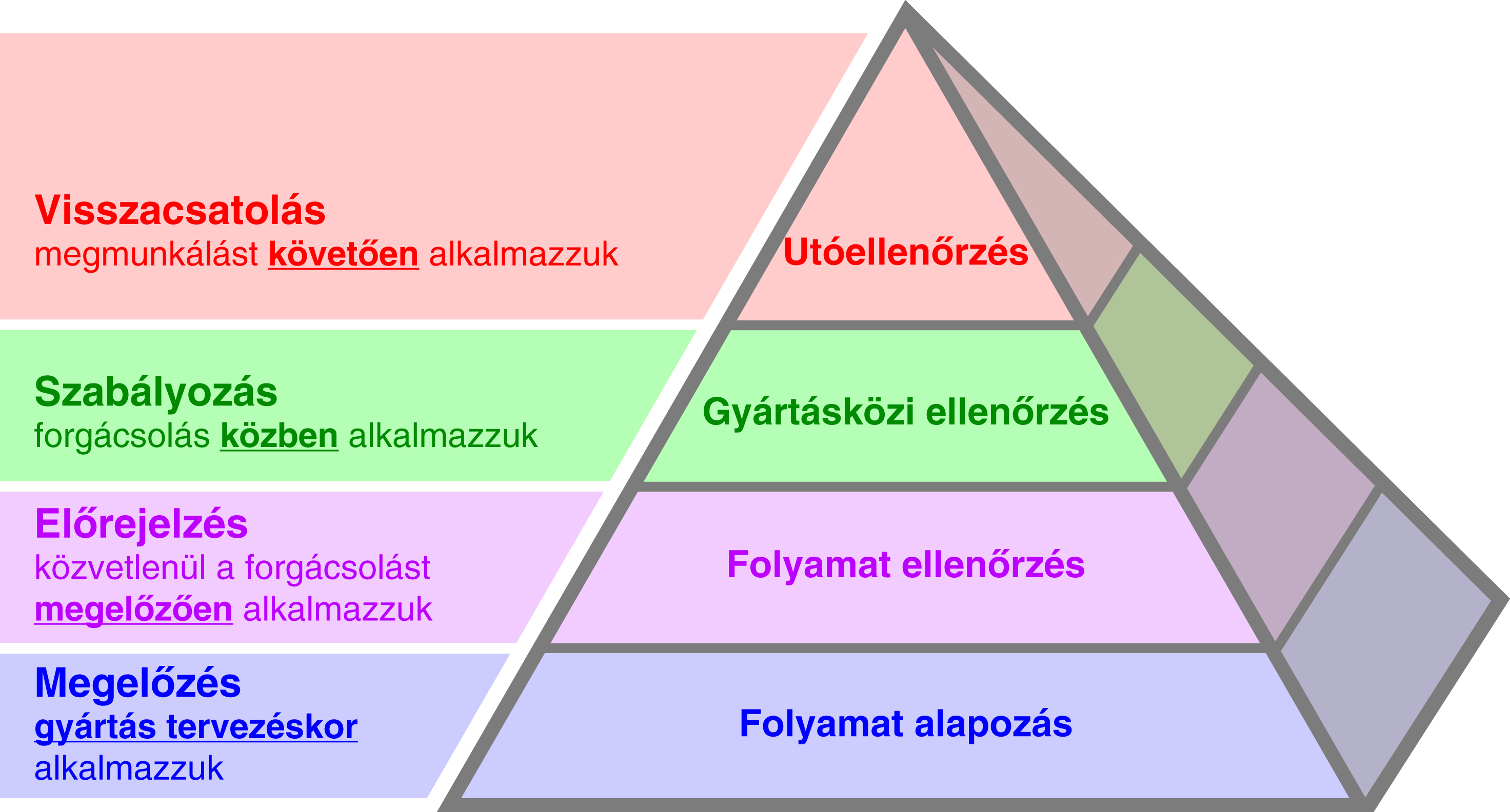

Az utóellenőrzési szint azt ellenőrzi, hogy a folyamat és a kész munkadarab teljesíti-e a vonatkozó specifikációkat. A mérőfej használatának a folyamatalapozási szinten kívül mindegyikben aktív szerepe van.
A gyártásközi ellenőrzési szint az eltérésnek a megmunkálási környezet jellegéből fakadó okait hivatott kezelni, mint például a szerszámkopás vagy a hőmérséklet ingadozása. Ez a megmunkálási folyamat során mindvégig intelligens visszacsatolást biztosít.
A folyamatbeállítási szint az eltérések olyan előrelátható okainak kezelésére szolgál, mint például a munkadarab helye, a szerszám mérete, illetve a gépen alkalmazott nullponteltolások, amelyek egyébként nem megfelelő munkadarabok előállításához vezethetnének.
A folyamatalapozási szint rendeltetése, hogy stabil feltételeket biztosítson a gép működéséhez. Ezek megelőző jellegű ellenőrző- és szabályozóeszközök, melyek még a megmunkálási folyamat elindítása előtt kiiktatnak számos, eltérést okozó problémát.
Prediktív
A fémforgácsolás megkezdése előtt a gépen elvégzendő tevékenységek, amelyek segítenek előrejelezni, sikeres lesz-e a folyamat.
A gépbeállítás során...
- a rendszer meghatározza a forgótengelyek, osztóelemek vagy a munkadarabok pozicionálásához és rögzítéséhez szükséges befogóelemek beállítását,
- továbbá egy adott osztóelem forgásközéppontjának és/vagy a befogóelemek referenciapontjainak helyét.
A munkadarab beállítása során...
- a rendszer azonosítja a munkadarabot a megfelelő NC-program kiválasztása céljából.
- meghatározza egy bázisjel helyzetét a munkadarab-koordinátarendszer (work co-ordinate system, WCS) felvétele érdekében.
- megméri az előgyártmány/munkadarab méretét az anyag állapotának meghatározása és a nagyolási művelet megtervezése érdekében.
- meghatározza a munkadarab (gép tengelyeihez képesti) elhelyezkedését a koordináta-rendszer forgatása céljából.
A szerszámbemérés során...
- a rendszer meghatározza a főorsó és a mérőfej közötti távolságot, és ennek alapján egyrészt megállapítja a magasságkorrekció mértékét, másrészt ellenőrzi, hogy a távolság a meghatározott tűrésértéken belül esik-e,
- továbbá megállapítja a főorsó forgása közben mérhető szerszámátmérőt, és ennek alapján meghatározza a sugárkorrekció mértékét.
Aktív
A fémforgácsolási folyamatba integrált műveletek, amelyek automatikusan reagálnak az anyagminőségre, a folyamat sajátosságaiból adódó eltérésekre és a nem tervezett eseményekre, ezáltal a legjobb eséllyel eredményeznek sikeres folyamatot.
A ciklus közbeni mérés lehetővé teszi, ...
- hogy a fémforgácsolási módszerek alkalmazkodjanak a megmunkálási folyamatokban bekövetkező ingadozásokhoz, mint pl. a munkadarab deformálódásához, a szerszám elhajlásához és a hőhatásokhoz.
- hogy a koordináta-rendszerek, paraméterek, korrekciós értékek és a logikai programlefutás módja a megmunkált anyag sajátosságainak megfelelően aktualizálódjanak.
A szerszámtörés-érzékelő funkció felismeri ...
- a szerszám jelenlétét.
- a szerszám helyzetét – meggyőződve arról, hogy a szerszám nem esett ki a helyéről.
- az eltört és/vagy kicsorbult szerszáméleket.
Informatív
Felügyeleti és jegyzőkönyvezési műveletek, amelyek tájékoztatnak a befejezett folyamat eredményéről, amely azután felhasználható a későbbi műveletek befolyásolására.
A folyamatnaplózás a következőket jegyzőkönyvezi:
- a megmunkálási folyamat során bekövetkező eseményeket, például a folyamatváltozók, korrekciós értékek vagy koordináta-rendszerek manuális vagy automatikus módosítását.
- a folyamatba történő olyan beavatkozásokat, amelyek hatással lehettek annak kimenetelére.
A gépen végzett ellenőrzés segítségével …
- a kritikus jellemzők a fémforgácsolási folyamattal azonos környezeti feltételek mellett ellenőrizhetők.
- a felhasználó joggal bízhat a megmunkálási folyamat stabilitásában.
A folyamat utáni jegyzőkönyvkészítés lehetővé teszi ...
- a munkadarabok megfelelőségének dokumentált nyilvántartását.
- a munkadarab kritikus méretadatainak időbeli nyomon követését a gép állapotának figyelemmel kísérése és a karbantartások ütemezése céljából.
Számítsa ki, milyen előnyöket hoz a mérőfejek használata az Ön gyártási folyamataiban
Ha Ön még mindig kézzel végzi a szerszámok és munkadarabok bemérését, és szeretné megtudni, milyen előnyökkel jár ehhez képest a gépen végzett mérés, nézze meg a szerszámgépes Bemérés megtérülését vizsgáló kalkulátorunkat
Vonatkozó szerszámgépes szakirodalom
-
 Zsebkönyv: Folyamatszabályozási megoldások
Zsebkönyv: Folyamatszabályozási megoldások
Javítsa a munkadarabok minőségét, pontosságát és növelje a gyártás hatékonyságát
-
 Technical specifications: Probing systems for CNC machine tools [en]
Technical specifications: Probing systems for CNC machine tools [en]
The type of probing system that you need will depend on your machine tool and the nature of the probing application. This document focuses on the main applications for probing on machine tools. It contains an introduction to the use of probing for each application, plus guidance on the selection of the most appropriate system and technical information about each probe.
-
 White paper: Survival of the fittest - the process control imperative [en]
White paper: Survival of the fittest - the process control imperative [en]
In tough times, manufacturers focus on reducing their operating costs, but may not be able to afford to spend their way out by buying more productive machinery. With that pathway closed, what are the opportunities for radically reducing costs without replacing existing machines? This paper explores four areas where substantial savings can be found if firms are prepared to change the way they control their machining processes.


